Microstructure in AM samples studied by neutron diffraction and imaging
Premysl Berana,d,∗, Victor Pachecoe, Jithin James Marattukalame, Dennis Karlssona, Luc Dessieuxb, Khanh Van Tranc, Ingo Mankec, Nikolay Kardjilovc, Martin Sahlberga, Robin Woracekd,e
a Nuclear Physics Institute, Czech Academy of Sciences, 250 68, Řež, Czech Republic
b Oak Ridge National Laboratory, Oak Ridge, TN 37831, USA
c Helmholtz-Zentrum Berlin für Materialien und Energie (HZB), Hahn-Meitner-Platz 1, 14109 Berlin, Germany
d European Spallation Source ERIC, Box 176, 22100 Lund, Sweden
e Department of Physics, Materials Physics, Uppsala University, Box 530, SE- 75121 Uppsala, Sweden
f Bundesanstalt für Materialforschung und -Prüfung (BAM), Unter den Eichen 87, 12205 Berlin, Germany
*premysl.beran@ess.eu
In the manufacturing industry, a common experience for designers and engineers is that the complex geometries and designs that they conceive cannot be realized in practice due to limitations in the manufacturing techniques at their disposal. Additive manufacturing (AM) or 3D printing is a group of novel techniques that can overcome the design constraints of conventional methods [1]. Among metal AM techniques, laser powder-bed fusion (LPBF) is the most widely used method [2]. In LPBF, a laser is used to selectively melt areas of a powder-bed according to a digital model.
Besides the advantages of LPBF for the creation of complex designs, its distinctive solidification conditions (high cooling rates and thermal gradients) [3] offer unique possibilities for the development of materials with tailored microstructures and properties. This can be exploited, for instance, to produce non-equilibrium phases, such as amorphous metals [4], to tailor the preferential orientation of grains [5] (also known as texture) and even to produce complex microstructures that resemble ancient Damascus steel [6]. Texture and microstructure control is especially relevant, as they can be used as additional design tools, capable of tuning and enhancing material properties and performance for various uses.
In recent years tremendous progress has been made in understanding the microstructure and texture formation mechanism that takes place in LPBF [7,6]. Although the laser path and heat transfer have been shown to play a central role, the local microstructural variations that could be produced by some commonly used laser-scan strategies, such as chess, stripes with shift, and islands with shift, have not been properly investigated across cm-length scales. Even though local microstructural variations could affect the mechanical and functional properties of a material, the topic has been largely overlooked. Understanding the effect of the scan strategy on the local microstructure and texture development is especially relevant to produce intricate components, which often require complex scan strategies. In this study, texture differences between 316L stainless steel components that were produced with different – relatively simple – scan strategies are visualized and characterized. More importantly, we reveal localized microstructure and texture alterations within the same samples and establish a connection to the scanning strategy. This was only possible by employing diffraction contrast neutron imaging, and the analysis of the results provides a comprehensive interpretation of the imaging data, which elucidates the relation between the laser movement and the local texture and microstructure evolution during the LPBF process. Moreover, by in-situ tensile testing, the study revealed that the local alterations have a notable effect on the failure mechanism.
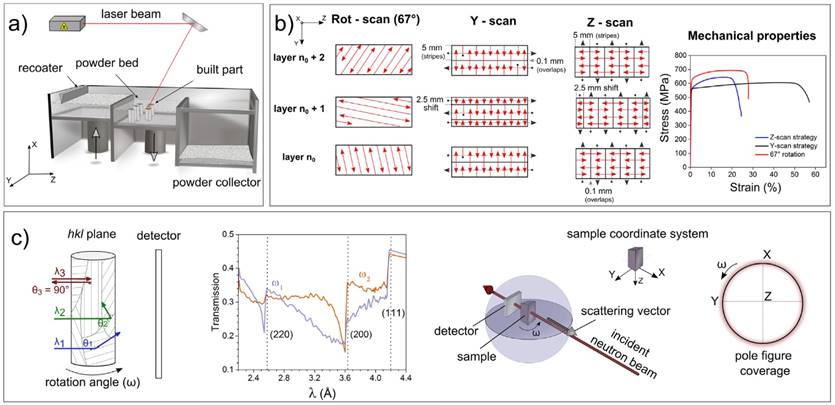
Figure 1: a) Basic setup and components of the LPBF process. b) The three laser scan strategies used for the production of the 316L stainless steel samples and their mechanical properties. c) The principle of diffraction contrast neutron imaging. Transmission spectra are shown for face-centred cubic iron, where preferred grain orientation (texture) leads to distinct spectral differences as a function of sample orientation 𝜔. The imaging geometry, with the relevant scattering vector corresponding to a Bragg edge, is illustrated.
Neutron pole figures were measured on the MEREDIT instrument at the Nuclear Physics Institute, Czech Republic. The texture was evaluated as an average from the sample volume of 10 × 10 × 10 mm3. An Euler goniometer allowed the rotation of the samples around the 𝜑 (0 - 360°) and 𝜒 (0 - 90°) angles, with a step size of 5°. The variation of the diffracted intensities as a function of different orientations was obtained for four reflections, namely (311), (220), (200) and (111).
The diffraction contrast neutron imaging measurements were conducted at the CONRAD-2 beamline in Helmholtz-Zentrum Berlin (HZB). For the main line of investigation, three distinct wavelengths were selected (namely 𝜆 = 2.58, 3.34 and 3.8 Å) in order to investigate the lattice plane families corresponding to (220), (200) and (111), respectively.
[1] S.A.M. Tofail, E.P. Koumoulos, A. Bandyopadhyay, S. Bose, L. O’Donoghue, C. Charitidis, Mater. Today 21 (2018) 22–37, doi:10.1016/j.mattod.2017.07.001.
[2] J.O. Milewski, Additive Manufacturing of Metals, Springer International Publishing, Cham, 2017, doi:10.1007/978-3-319-58205-4.
[3] M.S. Pham, B. Dovgyy, P.A. Hooper, C.M. Gourlay, A. Piglione, Nat. Commun. 11 (2020) 1–12, doi:10.1038/s41467-020-14453-3.
[4] S. Pauly, L. Löber, R. Petters, M. Stoica, S. Scudino, U. Kühn, J. Eckert, Mater. Today 16 (2013) 37–41, doi:10.1016/j.mattod.2013.01.018.
[5] J.J. Marattukalam, D. Karlsson, V. Pacheco, P. Beran, U. Wiklund, U. Jansson, B. Hjörvarsson, M. Sahlberg, Mater. Des. (2020) 193, doi:10.1016/j.matdes.2020.108852.
[6] P. Kürnsteiner, M.B. Wilms, A. Weisheit, B. Gault, E.A. Jägle, D. Raabe, Nature 582 (2020) 515–519, doi:10.1038/s41586-020-2409-3.
[7] T. Niendorf, S. Leuders, A. Riemer, H.A. Richard, T. Tröster, D. Schwarze, Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 44 (2013) 794–796, doi:10.1007/s11663-013-9875-z.