Study of residual stress of a high – alloy tool steels after electro discharge machining
K. Kolařík and N. Ganev
Department
of Solid State Engineering, Faculty of Nuclear Sciences and Physical
Engineering,
Czech Technical University in
Prague, Trojanova 13, 120 00 Prague 2, Czech Republic
The objective of this contribution is investigation of residual stress state and distribution of microhardnes in surface layers of samples subjected to progressive unconventional technology electro discharge machining (EDM). Experimental samples were machined using graphite and electrolytic copper electrodes in common technological processes of finishing and stocking. Results of X - ray diffraction technique comply with the assumption that the layers machined by EDM exhibit isotropic biaxial residual stress state
Key words
Residual stress, electro discharge machining (EDM), X-ray diffraction.
Introduction
The long-term experiences with applications of EDM and investigations of surface layers show that specific changes occur; their usual distribution is demonstrated in fig. 1.
The intensity of removal of material during EDM is proportion to the energy of electrical discharge which is supplied by the generator of the machine tool. Except the energetic parameters ( e. g. voltage, current, time of discharge) a large array of other factors determine the surface state and therefore its quality. Physical properties of the electrodes, which consist of the tool and the work-piece, belong among the most decisive parameters and hence the choice of polarity of discharge generator plays a crucial role. The aim of this contribution is to focus on the relation between the final state of the surface and the properties of electrodes, because the construction of generator and the recommendations of producers of tools vary.
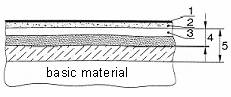
Fig.
1. Surface layer of steel affected by EDM [1]
1 –
microlayer of chemical compounds which originated
during diffusion of dielectric, 2 – layer containing the material of tool
electrode, 3 – the so called “white layer”, strongly armorized
resolidated melt, fine martensite-like
structure, hardness 60 HRC, thickness from 0.04 mm to 0.3 mm depending on the
energy of pulses, 4 – heat affected zone (hardened and tempered basic material
of work-piece), 5 – plastic deformation zone induced by surges
Samples under
investigation
The experimental samples of dimensions 30´30´7 mm3 were made from high-ally tool chrome steel ČSN 19436 ( C 1.8 – 2.05%, Mn 0.20 – 0.45%, Si 0.20 – 0.45%, P ≤ 0.03%, S ≤ 0.035%, Cr 11.0 – 12.5%, Ni ≤ 0.50%). One half of the samples was left in basic state, the other was hardened according to the standard ČSN 41 436 [2] onto secondary hardness 58 - 60 HRC (heating in a vacuum furnace at austenitic temperature 1070°C, hardening in oil bath and double tempering at 490°C).
X-ray diffraction analysis and investigation of gradient of microhardnes were performed on the samples machined by EDM using generator with indirect polarity (tool +, work-piece -). This technology was carried out on the WALTER Exeron S 204 with pulse generator with power of 9 kW and current of 180 A. Two modes of machining were used:
a) finishing was done by graphite and copper electrodes. The goal of finishing cycle was a surface of Ra » 1,8 mm.
b) stocking was done by graphite and
copper electrode. The machining system was set according to tables in order to
achieve roughness Ra » 6,3 mm. The
working cycle is characterized by higher values of discharge time, open-circuit
voltage and discharging current.
Analytical methods
employed
An X-ray diffraction
technique „sin2ψ“ [3] was realised by a Siemens ω-goniometer
with CrKα radiation. The diffraction line {220}
Ni was analysed. Residual stresses were evaluated provided that the state of
residual stresses was biaxial.
Measurement of microhardnes using method of chamfer cut [4] was performed with help of microhardnes testing machine SHIMADZU HMV-2. The conditions of microhardnes measurement according to Vickers HV 0.2 were: compressive force 1.961 N, time of load 12 s. Data obtained from microhardnes testing machine were evaluated by software LECO.
Conclusions
X-ray residual stress analysis
The biaxial
isotropic state of residual macroscopic stress was identified in all cut
surfaces machined by electro discharge machining with indirect polarity.
The results
obtained by X-ray diffraction confirm the assumption of redistribution of
energy in discharge canal. Compressive residuals stress
on the cutting area machined by stocking using graphite end copper electrode
contradicts the usually published results of trenching with direct polarity
(tool – and working-piece +), where the residual stresses of EDM treated
surfaces are tensile. This observed fact is probably caused by surplus of
electrically positive elements in discharge canal and consequently different
redistribution of energy between electrodes. The values of residual stresses
correspond with different behaviour of microhardnes for indirect polarity.
Analysis of microhardnes behaviour
Unhardened samples machined by stocking, which means higher energetic values of discharge, exhibit growth of microhardnes in surface layers, which is observed by either electrode. In consequence of different electrical and thermal properties of electrodes, the graphite electrode leads to lower values of microhardnes and to lower depth of affected layer, approx. 30-50 μm. The depth of affected layer by copper electrode is approx. 50-80 μm.
As far as finishing is concerned, both electrodes are equal, because this technological mode does not influence microhardnes at all. The deviations of obtained values are in range of experimental error.
Hardened samples machined by stocking as a consequence of energy and heat removal in discharge canal exhibit nonstandard decrease of microhardnes in surface layers (graphite approx. 100 μm, copper approx. 250 μm), which is probably caused by structure changes and different energetic balance. This observed fact will be researched further and lateral metallographic specimens will be prepared.
In finishing mode, graphite electrode has no impact on microhardnes, while copper electrode leads to distinctively lower values of microhardnes in surface layer in thickness of 40 μm. Structural changes, which arise due to machining using indirect polarity, are probably responsible for this behaviour (flow of electrically positive elements released from the tool electrode prevails).
References
[1]
J. Barcal: Unconventional
Methods of Machining (in Czech), textbook, CTU in Prague 1999.
[2]
I. Fűrbacher, K. Macek, J. Steidl: Lexicon of Technical Material, VERLAG DASHŐFER. (part 4. tool steels, unit 4, alloy steels and unit 6, chapter
2, page 21, heat treatment.
[3]
I. Kraus, N. Ganev:
Engineering Applications of Diffraction Analysis (in Czech), CTU Publisher,
Prague 2004, 171 p.
[4]
F. Neckář, I. Kvasnička: Selected Articles on Material Reduction (in
Czech), textbook, CTU in Prague 1991.
This research was
supported by VZ MSM 6840770021 and GA ČR 101/05/2523.