The influence of additive manufacturing and heat treatment on the structure parameters of AlSi10Mg alloy
M. Endrych1, K. Trojan1, J. Čapek1, R. Halama2
1Department of Solid State Engineering, Faculty of Nuclear Sciences and Physical Engineering, Czech Technical University in Prague; Trojanova 13, 120 00 Prague, Czech Republic
2VSB - Technical University of Ostrava; 17. listopadu 2172/15, 708 00 Ostrava - Poruba, Czech Republic
endrymar@cvut.cz
Selective laser melting (SLM) technology, one of the additive manufacturing methods, is a process of producing components from metal powder using laser melting. This manufacturing technology is able to meet demanding requirements for complex shapes, as well as shorten production times [1]. Due to high temperature gradients during non-uniform melting and cooling, the microstructure is very fine, anisotropic, and can exhibit elevated residual stress levels [2]. Important structural parameters that influence the real structure of materials include residual stresses and crystallographic preferred orientation (texture) [3]. An effective method for relieving elevated RS is the post-processing of as-built materials via heat treatment. Depending on the required mechanical properties, various heat treatment processes may be considered. These include solution and ageing treatments, direct ageing treatments or annealing over a wide range of temperatures and durations [4]. Annealing at intermediate temperatures can be optimized to relax RS, choose the desired level of strength, or increase ductility for Al-Si alloys [4].
This study investigates residual stresses and crystallographic preferred orientation of AlSi10Mg samples prepared by SLM technology. X-ray diffraction methods were employed using Empyrean PANalytical diffractometer. The aim is to examine the effect of heat treatment on these structure parameters and description with respect to various inclination angles relative to the normal of the building platform. For this, six cylindrical samples with a diameter of 10 mm and different inclination angles (0°, 10°, 20°, 30°, 40°, and 90°) were prepared. The axial direction is defined by the axis of the cylinder. After measurements on as-built samples, the samples were subsequently annealed at 300 °C for 4 h in argon atmosphere.
Macroscopic residual stresses in the axial and tangential directions for samples with various inclination angles were determined using the sin2ψ method. The {311} diffraction line of the aluminium phase was used. Results for as-built samples are shown in Fig. 1a and for annealed samples in Fig. 1b. Tensile residual stresses up to 60 MPa are observed in the as-built samples. Annealing at 300 °C resulted in a significant decrease in residual stresses.
|
|
|
(a) As-built samples |
(b) Annealed samples |
Figure 1. Residual stresses in the axial (A) and tangential (T) directions.
Texture was analysed by inverse pole figures, which were calculated from experimental pole figures obtained by analysis of {040}, {131}, and {222} diffraction lines. For this MATLAB toolbox MTEX [5] was used. Inverse pole figures for the axial direction in three selected samples with inclination angles of 0°, 30°, and 90°, in both as-built and annealed conditions, are shown in Fig. 2. In the sample with an inclination of 0°, a strong ⟨100⟩ fibre texture is visible in the axial direction, which here corresponds to the direction of printing. It was found that ⟨100⟩ fibre texture is directly linked to the printing direction in all six examined samples. Annealing at 300 °C resulted in nearly no change in texture compared to the as-built samples.
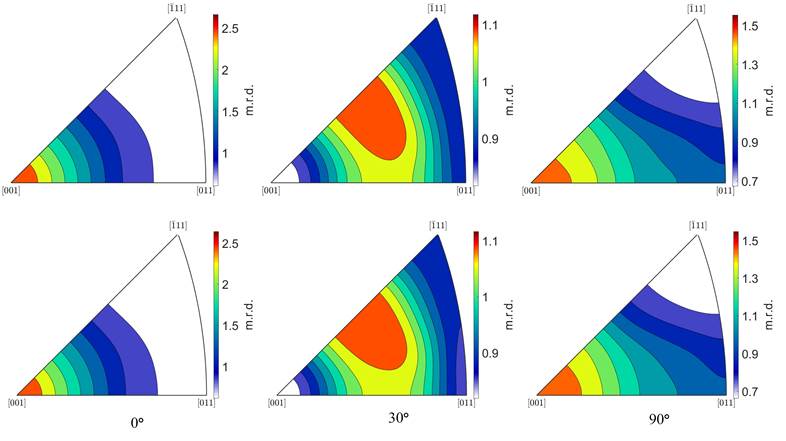
Figure 2. Inverse pole figures for axial direction of samples with inclination angles 0°, 30°, and 90° for as-built (up) and annealed (down) samples. The colour scale is in multiples of a random distribution (m.r.d.).
1. J. Zhang, Y. Jung, Additive manufacturing: Materials, processes, quantifications and applications, Butterworth-Heinemann, Elsevier, 2018.
2. Q. Yan, B. Song, Y. Shi, Journal of Materials Science & Technology, 41, (2020), 199-208.
3. I. Kraus, N. Ganev, Technické aplikace difrakční analýzy, Vydavatelství ČVUT, 2004.
4. J. Fiocchi, A. Tuissi, C.A. Biffi, Materials & Design, 204, (2021), 109651.
5. F. Bachmann, R. Hielscher, H. Schaeben, Solid State Phenomena, 160, (2010), 63-68.
This work was supported by the Grant Agency of the Czech Technical University in Prague, grant No. SGS25/168/OHK4/3T/14.